

Purity Grades and Contamination Sources
The “N” Purity Scale
Grade | Purity | Typical Impurities |
|---|---|---|
5.0 | 99.999 % | < 10 ppm total |
6.0 | 99.9999 % | < 1 ppm total |
UHP | 99.99999 % | < 1 ppb O₂, H₂O, THC |
Four Contamination Pathways
- Outgassing: Organics from elastomers, lubricants.
- Permeation: H₂O, O₂ through seals.
- Particle Shedding: Wear, welding slag.
- Moisture Ingress: Leaks, improper purging.
Quantified Risk Example
Real-World Applications
Semiconductor EUV Lithography
- Gas: N₂ purge, 300 slpm @ 80 psig
- Regulator: Two-stage 316L VIM-VAR, 3 µin Ra, tied-diaphragm
- Purity: < 100 ppt H₂O, O₂
- Result: Reduced particle defects by 68 %
GC-MS Helium Carrier
- Flow: 25 ml/min ± 0.05 %
- Regulator: Single-stage, 0.006 Cv, 10⁻⁹ leak rate
- Outcome: Detection limit improved from 50 ppt to 8 ppt
Biopharma CO₂ pH Control
- Pressure: 12 psig ± 0.02 psig
- Regulator: Sanitary tri-clamp, ASME BPE, 5 µin Ra
- Validation: 21 CFR Part 11 data logging
- Result: Batch pH variation < 0.01 units
Aerospace Hydrazine Propulsion
- Fluid: N₂H₄ vapor
- Regulator: Monel, triple CVD coating
- MTBF:> 75,000 hours
Selection and Sizing in 7 Steps
Step 1: Define Gas
- Chemical formula
- Corrosivity (pH, reactivity)
- Required purity (ppb O₂, H₂O, THC)
Step 2: Pressure & Flow
- Max inlet: 3,000 psig
- Delivery: 50 psig
- Max flow: 150 slpm N₂
Step 3: Calculate Cv
For subcritical flow (P₂ > 0.5 P₁):
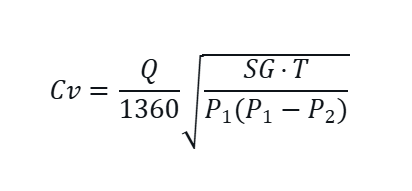
Example:
Q = 150 slpm, SG = 0.97 (N₂), T = 520 °R, P₁ = 500 psig, P₂ = 50 psig
→ Cv = 0.08Step 4: Droop & Decay
- Target droop: < 0.2 psig / 100 slpm
- Supply pressure effect: < 0.02 % / 100 psig
Step 5: Environment
- Temperature: –20 to 60 °C
- Hazardous area: Class I Div 2
- Vibration: 5 g @ 10–500 Hz
Step 6: Compliance
- SEMI F1 (materials)
- ASME BPE (sanitary)
- EN 10204 3.1 MTRs
Step 7: Lifecycle Cost
Factor | Cost Impact |
|---|---|
Initial price | $1,800 |
MTBF 10 yrs | –$1,200 maintenance |
Yield gain | +$15,000 / tool / year |
Installation, Startup, Maintenance
Pre-Installation
- Helium leak test at factory (< 10⁻⁹ atm-cc/sec)
- N₂ purge cylinder 15 volumes
- Cleanroom assembly (ISO Class 5)
Mounting
- Vertical, outlet down
- Independent bracket (no pipe stress)
- 1/4″ EP tubing, orbital welded
Startup Sequence
- Close all valves
- Open cylinder 1/4 turn per second
- Set regulator 10 % high
- Open downstream slowly
- Adjust to exact setpoint
- In-situ He leak check
Maintenance Schedule
Interval | Task |
|---|---|
3 months | External leak check |
12 months | Diaphragm visual |
5 years | Full rebuild |
After upset | Immediate RGA test |
Standards and Certifications
Standard | Requirement |
|---|---|
SEMI F1 | Material compatibility |
SEMI S2 | Toxic gas safety |
CGA E-4 | Performance testing |
ASME BPE | Biopharma surfaces |
ASTM F1397 | Electropolish spec |
ISO 7291 | Gas compatibility |
Future Innovations (2025–2030)
- Smart Regulators
- MEMS pressure sensor
- Bluetooth diagnostics
- AI predicts diaphragm failure 30 days early
- Additive Manufacturing
- 3D-printed Hastelloy flow paths
- < 0.3 cc internal volume
- Advanced Coatings
- ALD Al₂O₃: 100 % moisture barrier
- DLC seats: 75 HRC, zero wear
- Green Gas Compatibility
- F₂/He for NF₃ replacement
- H₂ at 7.0 purity (< 1 ppt S)
- Modular Design
- Field-replaceable cartridge in < 5 minutes
Conclusion
The Unsung Guardian of Process IntegrityA high purity gas pressure regulator is far more than a pressure reducer. It is a micro-contamination firewall, a precision stability engine, and a safety sentinel rolled into a palm-sized package.From the electropolished 316L VIM-VAR body to the tied Hastelloy diaphragm, every feature exists to answer one question:
“Will this molecule reach the process unchanged?”In semiconductor fabs, analytical labs, biopharma suites, and spacecraft—where purity is non-negotiable—the high purity regulator stands as the final, invisible line of defense.Understanding its materials, designs, and protocols empowers engineers to select, install, and maintain these devices with confidence. The result? Higher yields, safer operations, and processes that push the boundaries of science and manufacturing.